Industry 4.0 – The Fourth Industrial Revolution The fourth industrial revolution or Industry 4.0 has been put out here as a panacea, the next easy button in the manufacturing industry to achieve digital smart factories, better production processes, better...
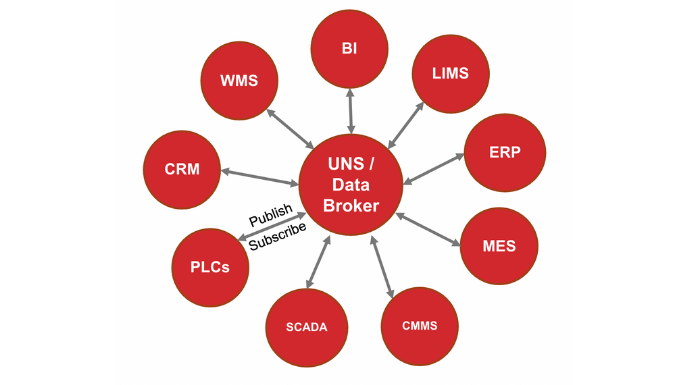
Unified Namespace….The popularity of this topic is growing: Many people seem to understand the concept and its value, though they’re trying to figure out how to implement it in some areas of their manufacturing business. Today I’ll review the basic concepts, the real...
Industry 4.0 in the Simplest Terms Possible The manufacturing industry has been progressing towards the 4th industrial revolution. Industry 1.0 brought mechanized production with steam engines. Industry 2.0 brought mass production with assembly lines and electricity....
MES vs IoT. Two manufacturing solutions that are equipped with the ability to greatly increase plant floor production, and eliminate inefficiencies. Each of these two types of solutions are great at what they do. However, they are not exactly interchangeable. There...
3 Vital Benefits of Smart Manufacturing Transforming your industry 3.0 factory into an industry 4.0 smart factory is becoming more of a standard, and less of a “nice to have.” Our team at Ectobox saw this coming, and we’re excited to see more and...
Lean Principles in Manufacturing What are “the” Lean principles in manufacturing? There’s a lot of key aspects and rules that go into lean manufacturing, and five main principles you should strive to follow- Define Value Map the Value Stream Create...