How accurate is your production downtime tracking? Are you even tracking production downtime? Do you have a good idea of how much production downtime is costing you each week, month, or year? Consultants believe 4 out of 5 manufacturers (80%!!) are unable to...
Digital Strategy vs Digital Transformation: Are you Forgetting one? Digital Strategy vs Digital Transformation. The benefits of a successful digital transformation in manufacturing are near endless. It opens a lot of doors once you have a truly connected factory. If...
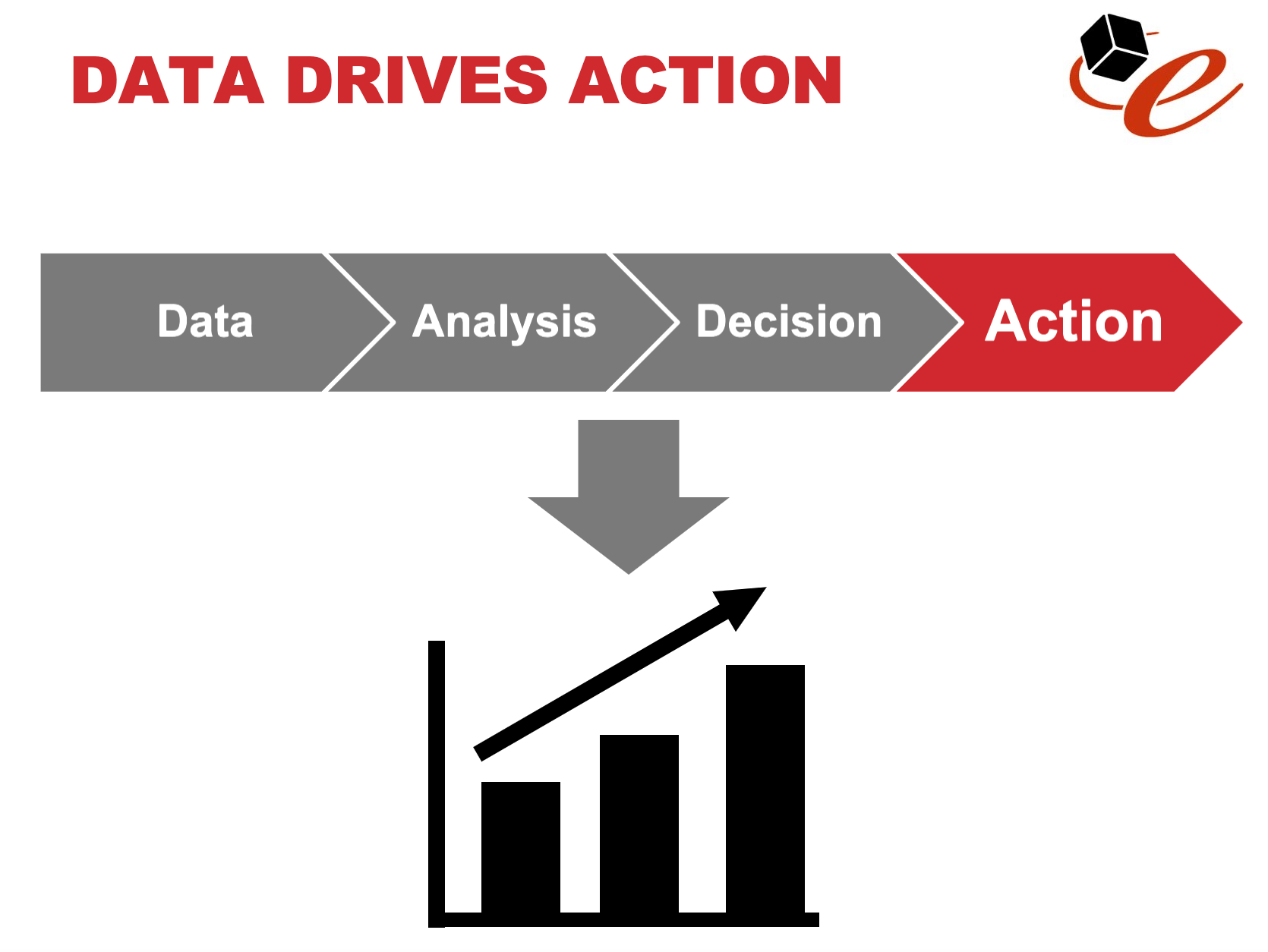
What is a data-driven culture, and data-driven manufacturing? It’s simply gathering, analyzing, making decisions, and acting on data. It’s for companies that have the expectation to be more productive than they were the day before. Going from point A to...
Manufacturing reporting and data collection have always been important. The manufacturing sector is becoming more competitive each day. Manufacturers are constantly looking for ways to set themselves apart, make more revenue, and increase operational efficiency. IIoT,...
How to Utilize IoT and Industrial Automation to Generate More Revenue IoT and industrial automation can work together to help you improve operational efficiency. They can assist you in creating the most efficient factory possible. Some manufacturers view IIoT...
There are many common problems in the manufacturing industry. We can all agree that there is no shortage of problems that need to be dealt with. Especially in the industry, there are a lot of people involved and a lot of big machines with many moving parts....