Why Smart Manufacturing is a Worthwhile Investment when Done Right
Is smart manufacturing industry 4.0 style really the future? Is creating a smart factory a good investment? Is it just a trend? Unnecessary? Or is digital manufacturing and industry 4.0 actually something that you can leverage in your manufacturing business to solve deep-seated operational challenges that you might not even be aware of today?
Our objective is to give you our point of view as an experienced systems integrator on what smart manufacturing is, why industry 4.0 is so important, and how these enable you as a manufacturer to transform your factory into a smart factory and make better-informed decisions.
Manufacturing Challenges
Before we get into the 6 blessings and pitfalls, I wanted to quickly touch on some of the challenges you’re likely running into. These challenges can be solved or at least mitigated with real-time insights and by tracking people, your manufacturing process, and machines and then taking action based on these insights.

Challenges in the Manufacturing Industry
- Increased competition
- More expensive
- Limited workforce
- Lack of skilled workers
- Supply chain disruptions
- Inflation
- More demanding customers
Challenges in the plant
- Machine downtime
- Production throughput
- Quality
- On-time delivery
- Recruiting
- Retention
- Revenue and profit
Sound familiar? You’re not alone. More companies are starting to turn to data, smart factories, and getting real-time visibility into the plant floor. Why? Because they need to work harder at solving these challenges and improving manufacturing processes.

What would you do without your ERP (Enterprise resource planning) system? You’d likely be lost, struggling to keep orders organized, struggling with inventory and supply chain management, etc. Everything would be a mess and nobody would really know what was going on in the business.
So why are companies in the manufacturing sector still okay with sending pieces of paper around and having no or outdated systems in place to track and analyze data from the plant floor? Or why are they okay with tracking production data in various excel spreadsheets that go nowhere?
The answer is simple- because that’s what they have always done. It’s been fine up until now, so why change anything?
Well, today, the competition is raising the bar, the workforce is getting older, and manufacturers need to innovate to stay in the game.
Many companies have adopted digital manufacturing, the industrial internet of things (IIoT), and have undergone or are in the process of a digital transformation.

Digital Transformation
Going through a digital transformation is one of the most important steps when becoming a smart, data-driven manufacturer. At a high level, this process looks something like this:
Current State
- Manual disconnected data and systems
- Data hungry
- Industry 3.0
- Automated machines
To Future State
- Automated and fully connected systems
- Data-driven
- Industry 4.0
- Automated business processes
- Innovation on the plant floor
- Worker of the future

A simple way to think about this transition is going from automated machines which was the major breakthrough innovation from the third industrial revolution (Industry 3.0) to automated business processes which is the major breakthrough from the fourth industrial revolution.
Industry 4.0 and smart manufacturing is all about getting access to the wealth of data, real-time data and historic data, that is constantly being produced on the plant floor. And then connecting all these pieces together to increase productivity and efficiency across the whole organization.
These deeper insights were untouched during the third industrial revolution. But now manufacturers have access to better digital technology that equips them to make better-informed business decisions.
Now, let’s get into the 6 blessings and pitfalls of smart manufacturing projects
Blessing #1 – Quick Results
You can get some really good results by connecting to a machine and pulling real-time data from that machine all within a day’s time.
If you want to connect to a PLC then yes there is some planning that has to take place, some software that has to be implemented, and of course time to create the screens and analysis dashboards.
But, if you really want to cut to the chase, you can connect and get to some basic machine data analytics within a day.
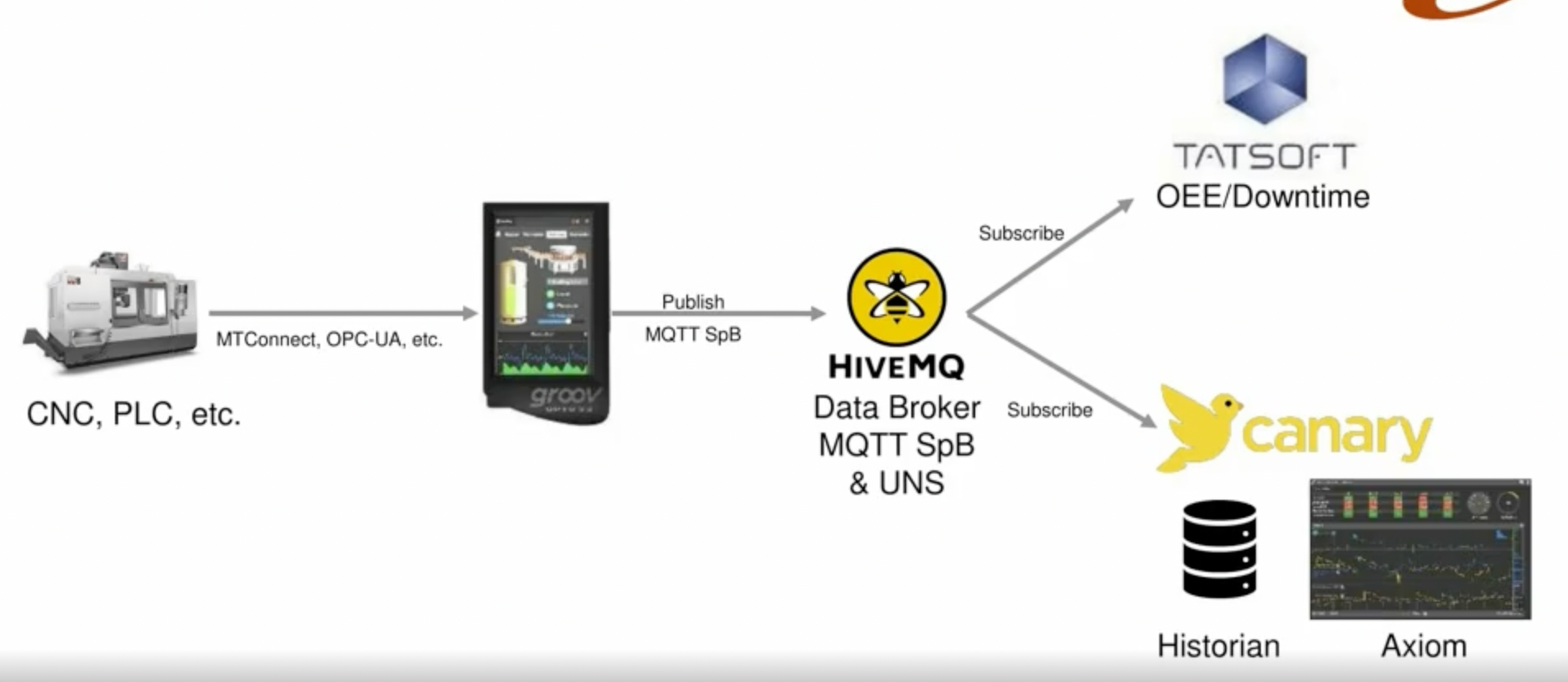
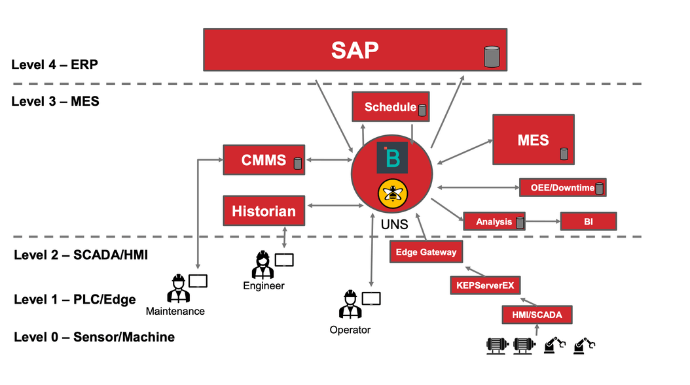
Here is what a simple pilot project may look like.
- Connect to the machine or PLC
- Send data to a UNS/data broker (a central place to collect and distribute data)
- Create dashboards for real-time and/or historic data
That’s it, now it’s your turn to start analyzing the data and make data-driven decisions to boost productivity.
Blessing #2 – Context
What I’m talking about here, is the data that you can pull from multiple systems and connect to a single place.
To clarify, yes, machine data is immensely valuable and a key component. But what if you could add context?
What if you could connect the machine data with what operator is running the machine, with manufacturing process data, and quality data? What if you could connect all of this to the shift? Or add production scheduling data? Or get some information on the specific part that you’re running- the materials in the part, or the vendor, or integrate supply chain information?
Maybe only a few of these would apply to you, and there are likely more data sources specific to you that would be valuable to track.
The point is that there is extreme value when you combine, model, and contextualize data from multiple sources.
Once this is in place, you can start to see information such as: who are the most efficient operators, who are the best vendors for a particular product, and where are you seeing the best quality and production, etc. These are just a few examples.
Solving Real Business Challenges
One thing to be mindful of is to not get wrapped around the technology axle. We’ve seen companies who just want to gather as much data as possible, they want everything. But, what’s the end goal? Maybe you don’t need 15 sources of data to solve your business challenge, maybe you only need 3 or 4.
The point is you should start with the business challenge. And once you’ve defined that business challenge-
- Come up with a hypothesis you need to prove to solve that challenge
- Define what information you need to solve the challenge
- Define what data you need to gather that you can transform into information
- Now you can choose what data to pull, and what technologies to use based on your unique business challenge
Now, your solution is more like “We’re going to solve x problem by proving x hypothesis” instead of “Now we have all these dashboards, what can we do with them?”
Blessing #3 – Open options that promote flexibility and scalability
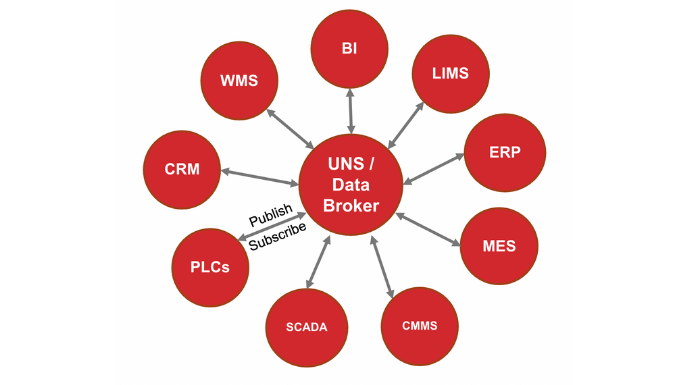
In order to drive real actionable insights, you need to model your data and turn it into information. I briefly mentioned earlier when talking about the architecture of a simple pilot project, that it’s best to pull data from the machines and PLCs into a UNS (unified namespace.)
This UNS architecture is what enables flexibility and scalability. It provides one source of truth that pulls in and distributes data from all systems.
This keeps everything organized, and makes it much easier to add in new systems or change existing systems you have in place.
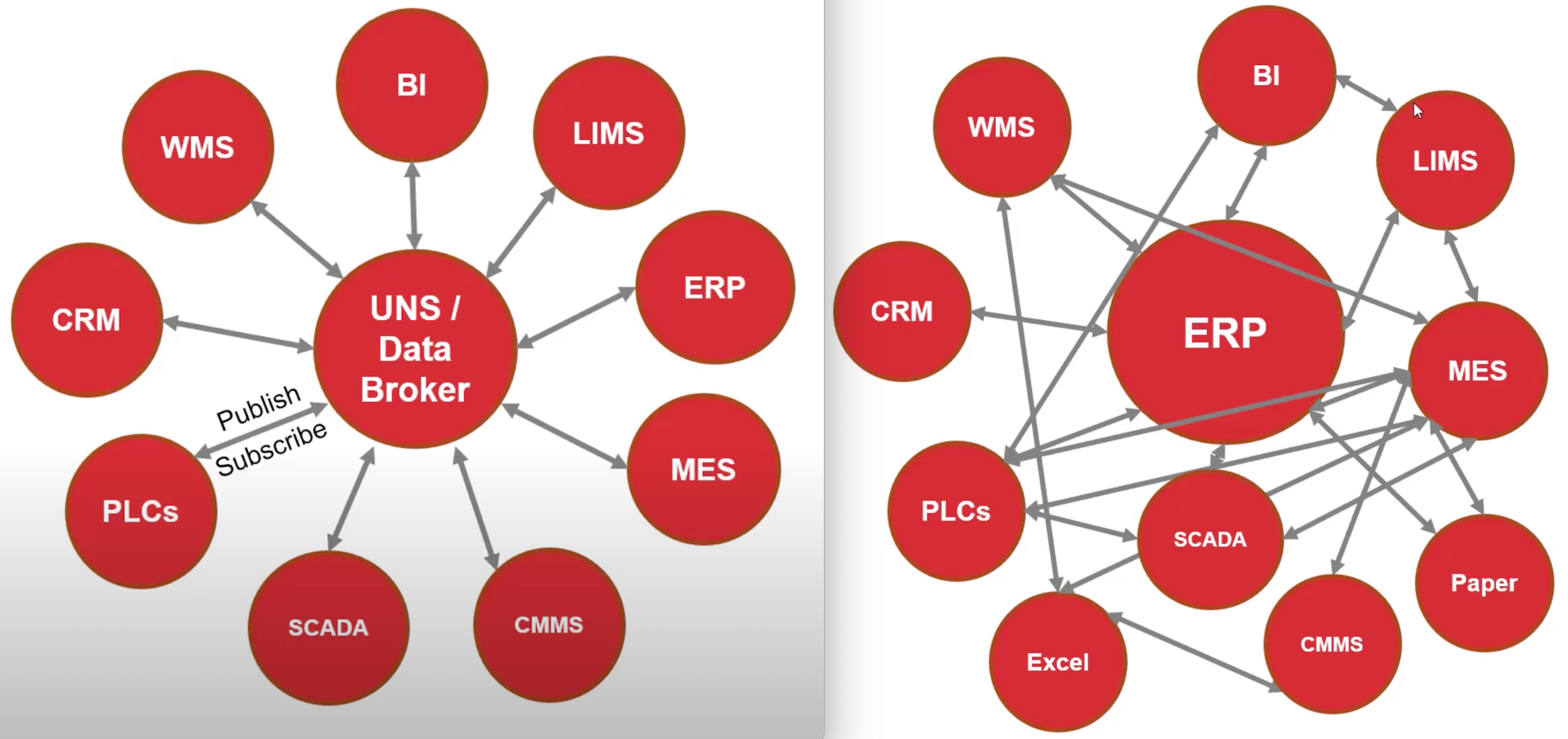
It’s much easier to understand this concept by actually seeing it. The picture below shows a typical architecture that we refer to as a spaghetti mess (right), next to a UNS architecture (left.)
If you’re interested in learning more about UNS and data brokers, we recently created a YouTube video going more in-depth on this topic. Check it out here.
Pitfall #1 – Focusing only on short-term results
We’re all for getting quick wins and realizing value quickly. However, sometimes companies forget about the long-term.
Of course, getting data on downtime and quality is valuable, and then shooting for the low-hanging fruit. There’s no issue here. The problem comes when you’re ready to take the next step.
Don’t go for a solution that is too simple, that will give you a low glass ceiling and holds you back from the true power of smart manufacturing and industry 4.0.
How can you get around this bottleneck without paying for a higher-end more expensive solution upfront?
It’s all about finding a happy medium. You don’t want to get into a solution that you will outgrow and replace in 6 months, and you also don’t want to pay for functionality that you aren’t going to use.
You can do this by establishing a digital strategy upfront. Define your goals and challenges, short-term and long-term. Then, follow these 4 technology rules to ensure that your solution is affordable, open, flexible, and scalable.
- Lightweight
- Open-technology
- Report-by-exception
- Edge-driven
What does this mean?
- Lightweight – Use technologies that won’t overload your network, keep it light and easy to manage
- Open-technology – Technologies that work very well with others, can be integrated with other systems easily, and are not limited to one proprietary stack of products
- Report-by-exception – Only report when there is a change. No bogging down the network with unnecessary information that hasn’t changed.
- Edge-driven – Get information directly from the source- systems, machines, and people.
Pitfall #2 – Vendor Lock-in
I’ve touched on this point briefly. You don’t want to get into a stack or suite of products that lock you into only those products.

The goal of the fourth industrial revolution (Industry 4.0) is to give manufacturers more data and more options to be able to solve business and production challenges. No one company has best-in-class products for every single category. Furthermore, your needs are likely different than the next company, and you need systems and solutions tailored to your needs.
So, be careful, and avoid solutions that attempt to lock you in.
If you follow the 4 technology rules stated above when preparing your digital strategy, you’ll be better equipped to identify these companies and narrow down your search to the products/technologies that will be best for your unique needs.
Pitfall #3 – Team Leadership
The whole team needs to be on the same page. Unfortunately, we come across a fair amount of disconnect here.
The systems integrators, company leadership, and the manufacturing team all need to have synergy. Topics that everyone needs to be on the same page about include:
- Goals, what you’re trying to accomplish
- What the definition of success is
- What’s the initial project plan
You might be surprised at how often this tends to be an issue. Very recently, we came across this.
The example company had 3 main groups of people we were in contact with: IT (information technology), Operations, and C-suite/leadership. It seemed as though the operations team and IT team were communicating effectively.
However, this disconnect was with the company leadership. Leadership was saying one thing, and the other 2 teams were off doing something else, not quite on the same page. Long story short, we ended up having to say thanks, but no thanks.
In order for a project to be successful, there needs to be synergy among the entire company. If goals are not aligned, the initiative will fail.
On the other hand, we’re in talks with a separate company. Their global VP of Operations is all-in on the project and its value. He’s been working extremely hard to communicate with the teams at different locations explaining what they’re trying to accomplish, why, what success looks like, and how they will get there.
That synergy is what you want. Get the right people to buy in, and execute as a team. This is what you need for this type of initiative to work.
Learn More about the Fourth Industrial Revolution and Smart Manufacturing
If you’re interested to learn more about smart manufacturing, digital manufacturing, lean manufacturing, big data, Industrial IoT, the fourth industrial revolution (industry 4.0), data acquisition for manufacturers, or many other similar topics, check out other articles on our blog.
We frequently publish content aimed at helping manufacturers do more with what they have, and learn to leverage data to improve the way they work.