The majority of manufacturers are kind of a miracle if you think about it. They produce amazing products and do it without the benefit of a lot of technology, yet they somehow remain profitable now. But what about the future!? How will they remain profitable in the future as global and local competition increases, inflation rises, and labor challenges persist? There are also the day-to-day challenges in the four walls of the plant to content with…machine downtime, high scrap, poor quality, lagging production, etc.
Manufacturing Execution Systems (MES) are a big part of the solution. However, the typical monolithic, off-the-shelf MES likely won’t help solve those short-term and long-term challenges. It takes a special kind of solution to do that…a solution that is built to fit one’s plant, and has an architecture that will flex and scale well beyond the boundaries of the plant’s four walls.
In this blog post, we’ll briefly define what an MES is, why it’s needed, review the evolution of the MES, touch on options for selecting an MES, and how to start the process of implementation.
What is a Manufacturing Execution System (MES)?
A manufacturing execution system, or MES, is a comprehensive, dynamic software system that monitors, tracks, documents, and controls the process of manufacturing goods from raw materials to finished products. MES captures data, events, and the workflow of manufacturing operations, with the goal of reducing human error and providing a platform for managing and monitoring the use of production data in real time.
These systems fill the gap between the plant floor and the rest of your organization. It provides a functional layer between your Enterprise Resource Planning (ERP) and your people, equipment, and process control systems on the plant floor. An MES system supports operations with better operational management, data collection, asset management, overall plant operations, and more, giving decision-makers the data they need to make the plant floor more efficient and optimize production.
Why is MES Needed
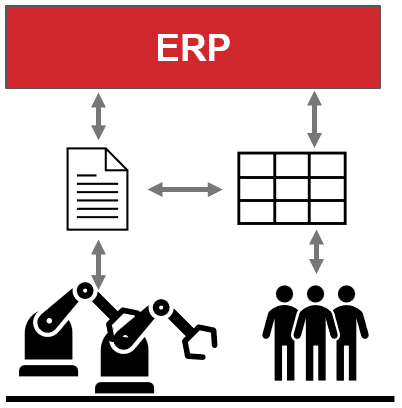
We often find manufacturers in this situation. They have an ERP system that is the center of their world. They run nearly all of the business of the ERP. The ERP system drives strategic planning, orders, and converts orders into manufacturing work orders, and maybe performs production scheduling, inventory, basic production reporting, accounting, and maybe a number of other features depending on the ERP product.
ERP systems are a necessary product. However, manufacturers and sometimes ERP companies try to get the ERP to work on the plant floor. However, they’re not very good at it. The most that ERP systems typically do on the plant floor is provide data entry screens for operators to enter production and scrap to get that production reporting into the ERP.
But tell me, is “Data Entry Clerk” in the job description of a machine operator or other people on the plant floor? Should it be? No.
Also, how does a manufacturing work order make its way from the ERP to the plant floor? Where is scheduling usually done? How are plant resources usually managed and reported? All on paper and in spreadsheets. The middle layer between the ERP and the plant floor is filled with paper and spreadsheets.
Can you get real-time visibility into what’s going on on the plant floor? Can you provide immediate updates to the plant floor on last-minute schedule changes…which are a certainty? Do operators, schedulers, line leads, plant supervisors, etc. spend way too much time dealing with data entry and massaging issues and not enough time working the plant to produce more with what we have? Yes. That is where an MES comes into play.
An MES should, among other things:
- Efficiently coordinate the combination of materials, personnel, and equipment to produce products on time, to spec, and at a predictable cost;
- Provide real-time visibility into the plant floor;
- Be the model of how the plant operates, part of the manufacturer’s competitive advantage.
11 Functions of Manufacturing Execution Systems (MES) as Defined by MESA
The MESA organization defines the MES function areas as follows:
- Data acquisition
- Production Scheduling
- Shop floor Personnel management
- Resource management
- Control of the Flow of products and batches
- Product traceability and genealogy
- Process management
- Quality control
- Performance analysis, OEE
- Document & work order management
- Maintenance management
That’s a good list of the core operations activities that interact with the business end of the manufacturer. Many MES systems will include some of these capabilities, others will include all of the functions. Also, keep in mind these capabilities will vary widely in how they’re executed for various industries.
First Functions of Manufacturing Execution Systems
Most manufacturers don’t have an MES. They’re still operating with paper and spreadsheets between the ERP and the plant floor. Based on our experience, we have found manufacturers can benefit from implementing these MES functions first:
- Work order management,
- Scheduling,
- OEE (Overall Equipment Effectiveness), and
- Downtime Tracking.
Manufacturers want to start, manage, and track work orders throughout the production process. They want to smart, accurate, automated digital scheduling that is efficient and can be trusted. The ability to track real-time performance with OEE, and get insight on how much overall downtime occurs, how often and how long, and with reason codes. Most of all what manufacturers need with these 4 functional areas in their MES is accurate, real-time data.
Additionally, ideally, the MES will connect directly to machines to get all of the data needed (downtime, downtime reasons, production counts, scrap and scrap reasons, etc.). We should be eliminating the “Data Entry Clerk” phrase from the operator’s job description.
They should focus on using these capabilities to the fullest, getting reports they sorely need, and driving doing more with what they have in the plant. The capabilities above can then provide a foundation to build upon for adding more advanced and complex capabilities such as SPC (Statistical Process Control), recipe and batch management, maintenance management (CMMS), etc.
The Evolution of MES standards
Let’s now consider the options for selecting and implementing an MES.
As technology has evolved, MES systems have followed suit.
Not too long ago, if you wanted to implement an MES, it had to be a huge, expensive, very time-consuming project. There were only a few viable options, and these had very little customizability. They were meant to be somewhat of a one-size-fits-all solution.
This simply doesn’t work for the vast majority of manufacturers because of the extensive manufacturing sub-industries, each with very different manufacturing processes, equipment, machines, and systems.
Industry 4.0 and modern technological advancements have changed the landscape of MES solutions.
You can still go out and get an expensive, one-size-fits-all enterprise MES, but today there’s much more out there. There are OTF (off-the-shelf) products that might be a full MES or might focus on one or a few key MES functions. Then, there are built-for-you options available.
Built-For-You MES Solutions
Built-for-you is our favorite format, it’s what we focus on at Ectobox. Here’s why:
Pay for Exactly what You Need, and get Exactly what You Need
It’s not an approximation of a solution where you have to compromise. Start small, think big. Only need Machine downtime tracking and OEE? You got it. Struggling with production scheduling? Start there.
This flexibility and scalability based completely on your unique needs make built-for-you MES systems a great option, especially for SME businesses that might not be in a position to roll out a full-scale MES all at once.
Get Important Capabilities Faster
Since Built-For-You / Custom solutions can be done in stages or sprints…getting working capabilities in place quickly while you decide what and if you need anything next is very possible.
Can get an Open Technology, Industry 4.0 Solution with a Unified Namespace
If you pick the right integrator. This is an incredibly powerful, scalable, flexible architecture. It’s based on the principles of using no proprietary software, connecting all devices using a publish-subscribe technology (e.g., MQTT Sparkplug B), and organizing the data using the Unified Namespace (a central hub or access point for the current state of the business with the data organized based on the working model of the business…a real-time single version of the truth).
You can work with existing / brownfield hardware and software already in place.
An OTS MES might require ripping out various systems because the MES will perform those functions. Some of those unique capabilities might not need to be replaced just yet. With a Custom MES, you can create a solid and secure patchwork quilt of solutions and replace those other tools over time. This continues the ideas above of spending less and getting more sooner.
The best MES solution is a solution that:
- Fits your plant perfectly;
- Will be flexible and scalable, to flex and grow as your plant grows; and
- Provides real-time visibility into the plant to solve the short- and long-term challenges in the plant, and where the backend architecture can extend beyond the MES into the whole business, supply chain, and more.
Manufacturing Execution System Architecture
Where does this flexible, scalable architecture come from? That’s a good question.
We use a unique combination of concepts and non-proprietary technologies that enable such an architecture. They include:
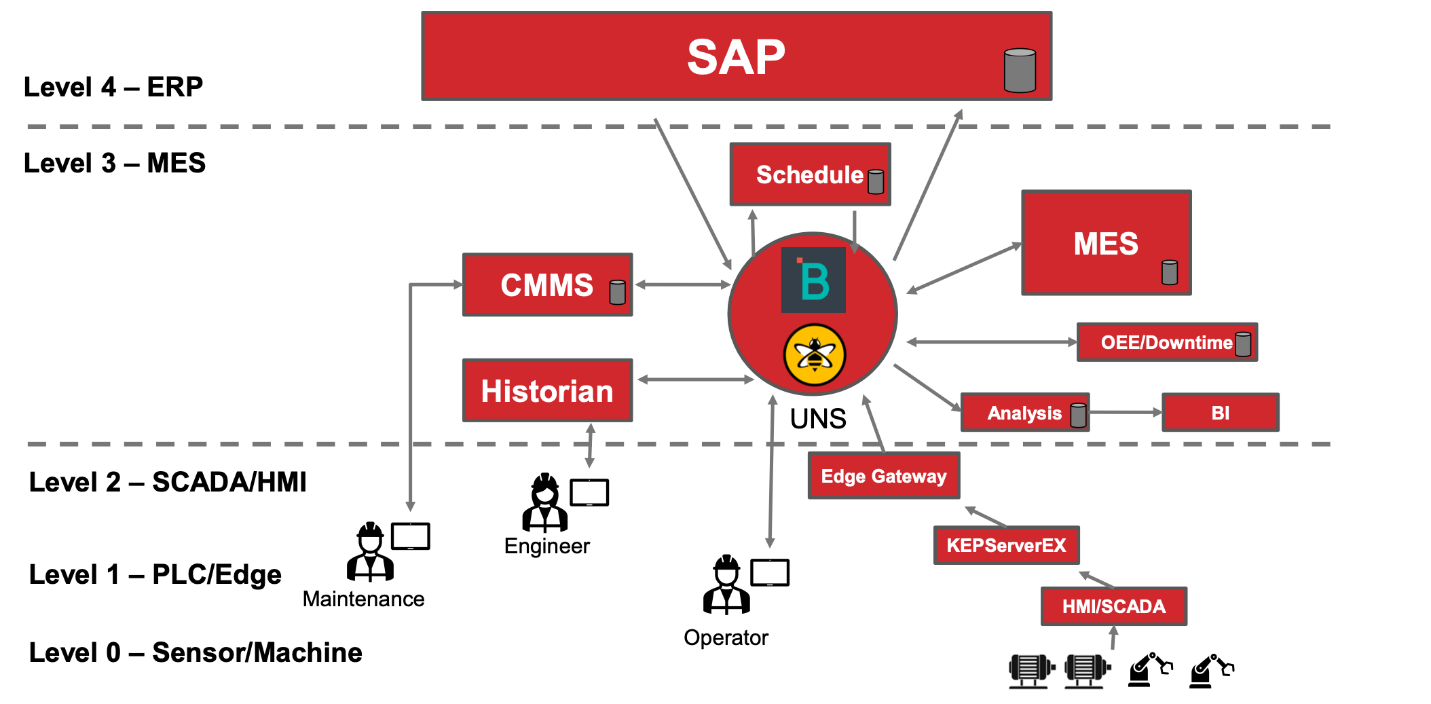
- Unified Namespace (UNS) – A concept of creating a single, central hub of data for everything in the company (machines and devices providing telemetric data, transactional software systems, and people), organizing that data using a structure from ISA-95 standard Part 2 (EnterpriseàSiteàAreaàLineàCell) to create a model of the plant;
- UNS Technologies – Adding open technologies underneath the UNS concept like MQTT Sparkplug B and a data broker, along with other tools for integrating with non-telemetric systems;
- Central Hub – Requiring all systems and devices to be connected to this central hub over time and exchange data; and
- Minimum Technical Requirements – A set of rules we use to select non-proprietary products (i.e., no outrageously expensive vendor lock-in products) that can connect to many systems.
You can find more information on these ideas in our YouTube channel as well as our web site. We are always happy to help educate manufacturers on how these concepts and technologies work. Please reach out to ask.
Benefits and Value of Manufacturing Execution Systems
Why are MES systems seen as crucial for success by some today? What is the real value that you as a manufacturer get out of implementing a system like this?
We live in a data-driven digital age. The top companies in any industry have cutting-edge technology and they leverage technology to make smart, informed business decisions.
Unlike many competing companies in our space, we actually take a firm stance on solving your unique business challenge first and then leveraging technology to solve that challenge. Rather than trying to fit our solutions around your challenges and throw technology at them for the sake of it.
Where do You Start if You Haven’t Already?
In today’s competitive market, it’s essential for companies to make rapid, informed decisions. By implementing a personalized MES software solution, we can help provide the needed layer between your business’ back office and manufacturing operation.
Start small and think big. By choosing a built-for-you system, you have the ability to choose what you want, get an extremely tailored solution, and start as big or small as you’d like.
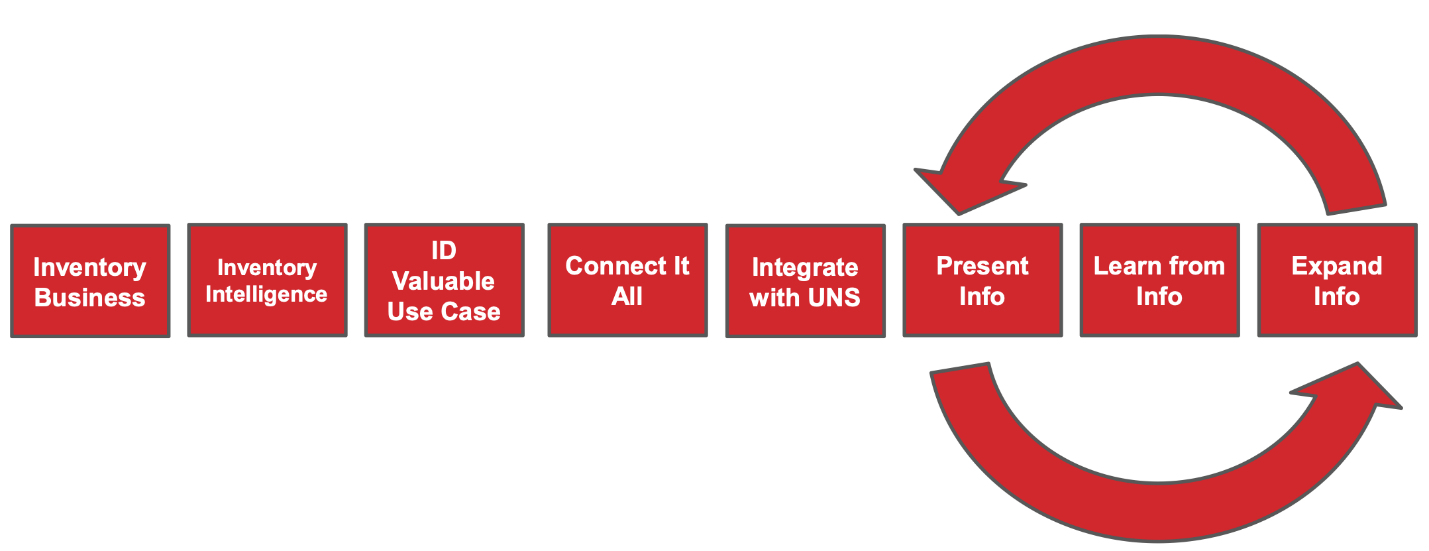
Where to start? We recommend that you follow a process similar to the diagram below. Start with a simple gap analysis exercise. Look at how you operate in the plant and business, look at the data and information you use and the data you have and don’t use (in the PLCs, siloed data systems, etc.), identify the business challenges to solve now, and select the best one, connect people and machines/systems to the network, implement incrementally, and learn continuously.