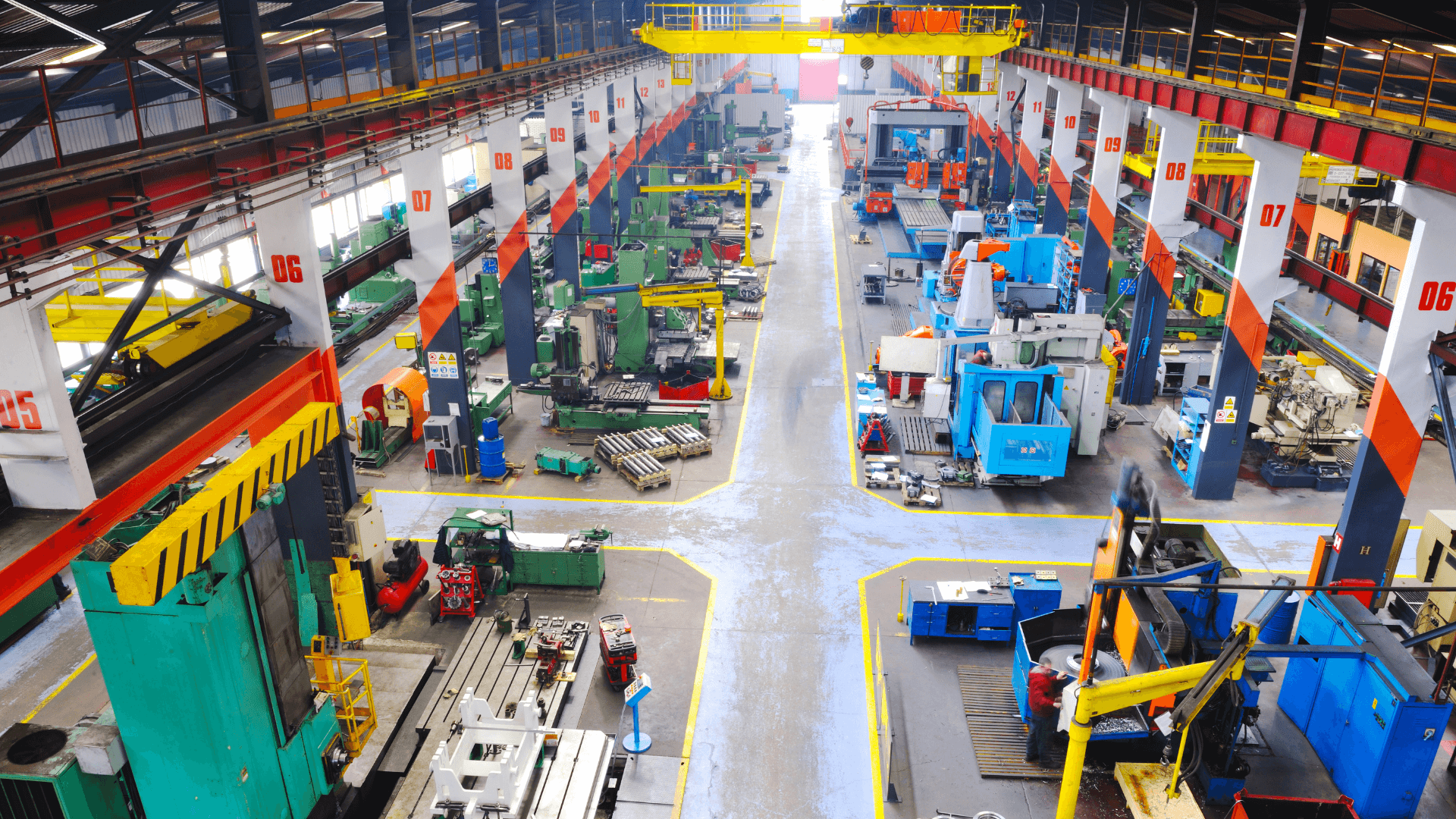
What is Real-Time Visibility? Real-Time Visibility is data, insight, and live monitoring of equipment or a process as that process takes place, at any time. No delay, no gathering of information. Real-time data solutions automate the process of gathering data manually...
MES vs IoT. Two manufacturing solutions that are equipped with the ability to greatly increase plant floor production, and eliminate inefficiencies. Each of these two types of solutions are great at what they do. However, they are not exactly interchangeable. There...
3 Vital Benefits of Smart Manufacturing Transforming your industry 3.0 factory into an industry 4.0 smart factory is becoming more of a standard, and less of a “nice to have.” Our team at Ectobox saw this coming, and we’re excited to see more and...
How accurate is your production downtime tracking? Are you even tracking production downtime? Do you have a good idea of how much production downtime is costing you each week, month, or year? Consultants believe 4 out of 5 manufacturers (80%!!) are unable to...
Digital Strategy vs Digital Transformation: Are you Forgetting one? Digital Strategy vs Digital Transformation. The benefits of a successful digital transformation in manufacturing are near endless. It opens a lot of doors once you have a truly connected factory. If...
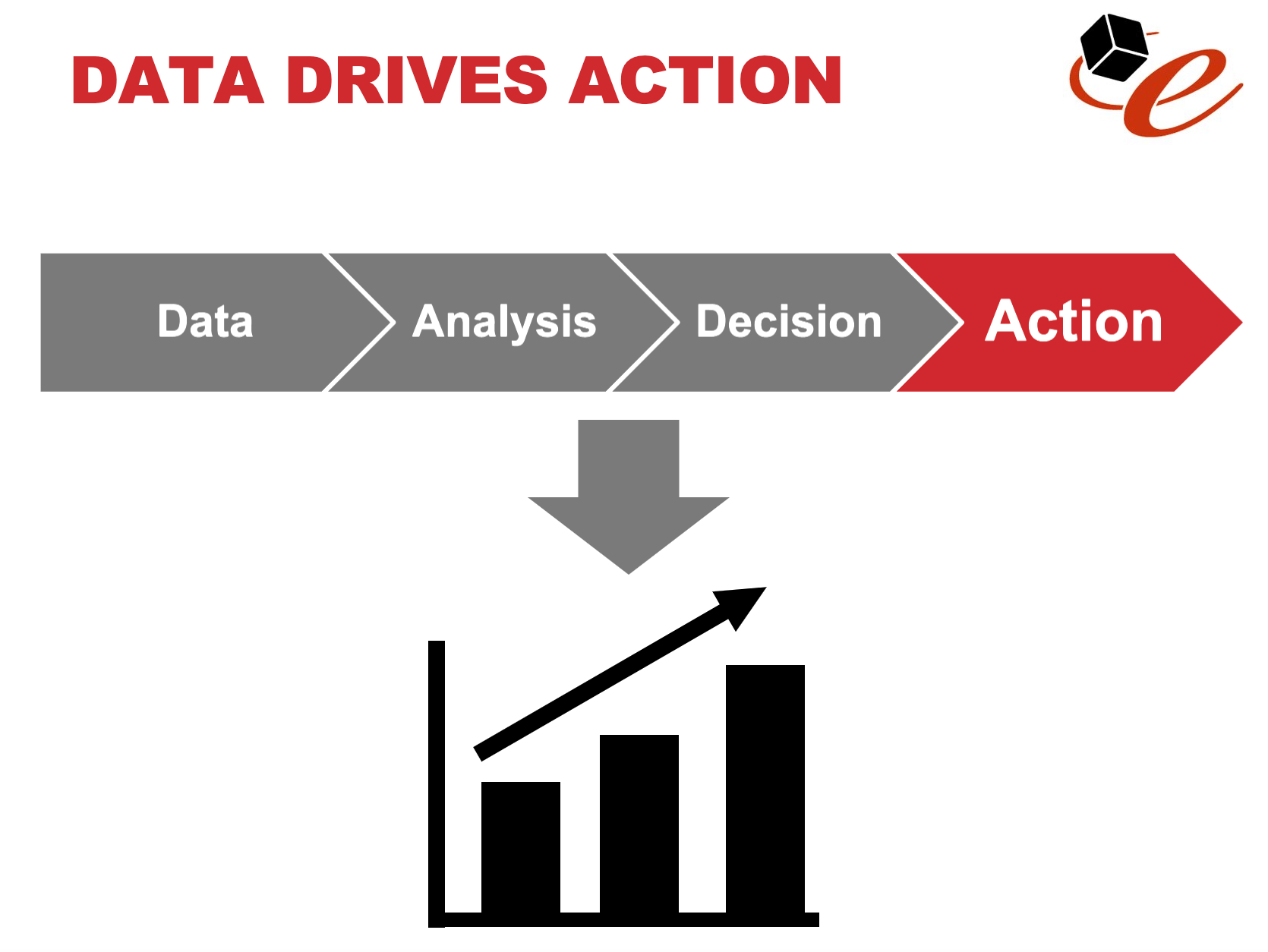
What is a data-driven culture, and data-driven manufacturing? It’s simply gathering, analyzing, making decisions, and acting on data. It’s for companies that have the expectation to be more productive than they were the day before. Going from point A to...